
2021.07.01
半自動熱圧入(ビット、ナット)のご紹介
弊社、埼玉県の川口工場において射出成形という成形方法を用いて、様々な樹脂製品を製造しております。 弊社はその中でも製品製造後の後加工にも注力しており、成形品への半自動の熱ビット圧入を行っております。
・熱圧入(別名:熱ビット圧入、熱ビットインサート)とは
圧入する部材は別名インサートナットとも呼ばれ、プラスチック製品へ金属製のビットやナットを圧入して埋め込み、 そのビットがメスネジの役割を果たし、ボルト固定により製品同士の結合を強化する加工となります。 ビットそのものの形状は基本的には円柱形状のものが多く、外側表面は、ローレットや螺旋形状等、 様々な種類があり用途に応じて選択が可能です。 製品そのものにタップを切りネジ穴を作ることも可能ですが、ビット圧入にすることで多くのメリットがあります。
・圧入方法の種類
1、ハンドプレスを用いた、完全人力による圧入。
2、電熱を用いた半自動の熱圧入方式。
3、拡張方式
弊社は以前はハンドプレスを用いた圧入を行っておりましたが、現在は2項の熱圧入方式での加工を可能としています。
・半自動 熱圧入のメリット
タップ加工に比べ金属製のビットを圧入することにより強度が上がる。
加工する際に削りカスが発生しない。
ハンドプレスに比べ、熱で樹脂を溶かしながらビットが圧入され、製品とビットとの接地面が大きくなることで、より製品と圧着する為、強度が高い。
製品に無理な力が入らない為、白化しにくい。
ネジを入れる際に舐めにくい為、加工効率が良いとされる。
ハンドプレスを用いた圧入は作業者により品質が左右されるが、半自動の熱ビット圧入は治具にビットを装着するだけなので品質が安定する。作業者への負担も少ない。
製品形状にもよるが、一度に複数の圧入が可能である。
・半自動 熱圧入のデメリット
部品代(ビット)が発生する。
・熱圧入での加工が可能な樹脂
汎用プラ、エンプラ、ガラスフィラー入り樹脂等であれば使用可能。 高温でないと溶けない樹脂や、硬度が低い樹脂については要検討である。
・熱圧入 実績
加工樹脂:POM、ABS(GF20%)
圧入数量:POM 2箇所/回、ABS(GF20%) 4箇所/回
参考製品サイズ:x110-y110-z20
下記、引き抜き、トルク試験結果(参考)
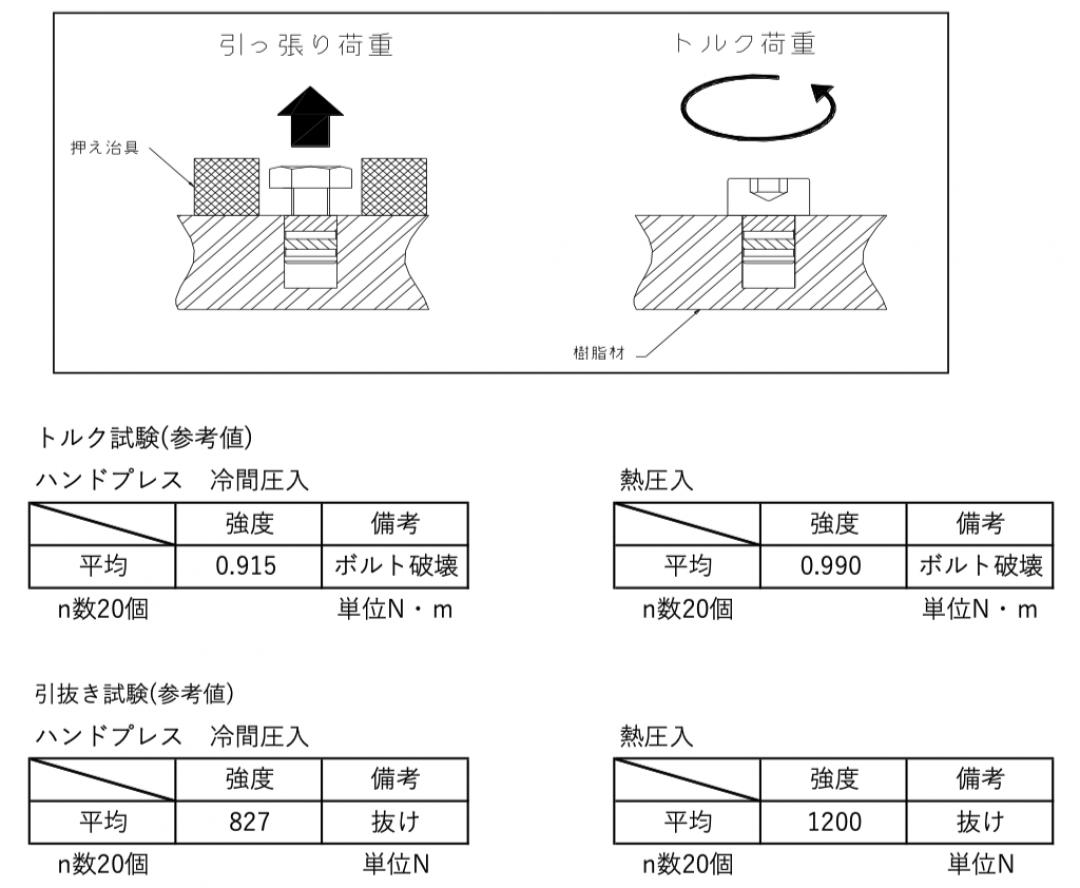
※使用するビットや製品形状により強度は変わります。

問合せ先
㈱平田商店 樹脂営業部 久野 佑斗
TEL:048-227-5313 FAX:048-227-4161
y.kuno@hrts.co.jp